



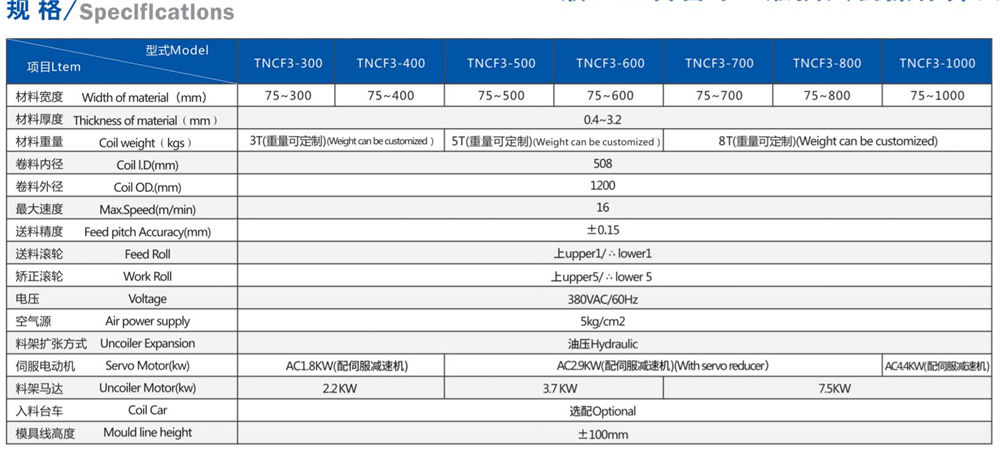
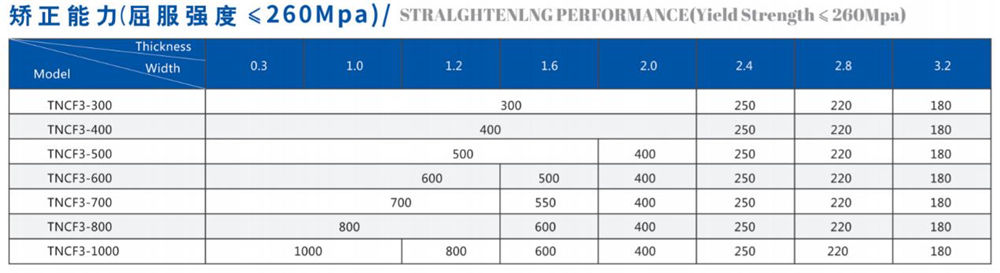
TNCF3-serien 3IN INC Servomatningsmaskin

Karakteristisk
1. Justeringsjustering antar avläsning av digital digital displaymätare;
2. Skruv med hög precision drivs av positivt och negativt tvåvägshandhjul för att kontrollera breddjustering.
3. Höjden på matningslinjen justeras med motordriven hiss;
4. Ett par ihåliga rullblockeringsanordningar används för materialark;
5. Matningsvals och korrigeringsvals är gjord av höglegerat bärande stål (hård krombehandling);
6. Hydraulisk pressarmsanordning;
7. Växelmotorn driver matarhuvudet på presshjulet;
8. Hydraulisk automatisk matningshuvudanordning;
9. Hydrauliskt stödhuvudanordning;
10. Matningssystemet styrs av Mitsubishi PLC-program;
11. Precisionen av utfodring styrs av Yaskawa servomotor och högprecisions planet servostyrningsreducerare;
Introduktion
På grund av den ständiga utvecklingen av teknik används perforerad utrustning för stansning och stansning i stor utsträckning. Tillämpningen av perforerad perforerad utrustning kan förbättra produktionseffektiviteten och sänka arbetskraftskostnaderna, så den gynnas av tillverkare. Den perifera utrustningen för stans har delad matare, materialhylla, rätningsmaskin, två i en rätningsmaskin, tre i en materialkorrigeringsmatare. Idag presenterar vi kort de tre i ett utfodringssystem.
1 Spara utrymme
Stämpelproduktionslinjen inkluderar materialhylla, utjämningsmaskin och matningsmaskin. Om dessa tre maskiner är oberoende är volymen på varje maskin inte liten. För att säkerställa normal produktion måste det dessutom finnas ett materiellt väntområde mellan maskinen och maskinen. Därför kan produktionslinjens golvyta föreställas. I allmänhet är det lite utrymme kvar efter att utrustningen är ansluten, vilket gör det mycket obekvämt för operatörer att gå Benefit. De tre i en mataren integrerar de tre maskinerna i en. Skrovet är kompakt och golvytan minskas med mer än hälften jämfört med den traditionella separata oberoende stämplingsproduktionslinjen, så att verkstadsutrymmet utnyttjas fullt ut och operatörerna har också tillräckligt med arbetsutrymme, vilket inte kommer att orsaka obehag vid drift, och maximera säkerheten vid stämpelproduktion.
2 Sparar arbetskraft och hög arbetskraft
De tre i en mataren behöver bara en person för att slutföra utfodring, matning, ritning, felsökning, mögeltestning och andra operationer, och tiden som spenderas är inte mycket. Den traditionella separata och oberoende typen kräver dock att varje uppsättning är utrustad med en person, och ibland behöver de hjälpa varandra för att slutföra operationen, vilket inte bidrar till att spara arbetskraft och förbättra arbetskraften.
3 Enkel hantering och hög precision
De tre i en mataren antar datorkontrollsystemet. Funktionsfunktionen är helt koncentrerad till konsolen och kontrollhandtaget. En person kan helt enkelt slutföra operationen, som är mycket humaniserad. De tre i en matare kan ställa in matningslängden godtyckligt, platta framänden på spolen för att underlätta datan att komma in i valsen och motorn driver pressarmens utrustning för att förhindra att spolen lossnar. Rätnings- och matningsmaskinerna är placerade på samma rack och det finns inget intervall mellan baserna, vilket i grunden säkerställer synkroniseringen av deras arbete. Det kan minska felen vid matning och korrigering och nå begäran med hög precision, vilket är säkert och stabilt.
4 Hög grad av initiativ och bred tillämpbarhet
De tre i en mataren har kompakt struktur, vilket är bekvämt för produktionsprogram och samarbete med högre initiativ. Från laddning, avrullning till utjämning och utfodring kan en uppsättning processer slutföras på några minuter av en person. Den är enkel att använda och mycket aktiv. Den är lämplig för kontinuerlig stämpling av olika metall, stansning, elektronik, elektriska apparater, leksaker och bildelar.
5 Låg felfrekvens och lång livslängd
Tre i en matare har låg felfrekvens och lång livslängd




