



SRF-A-seriens rullmatarmatare
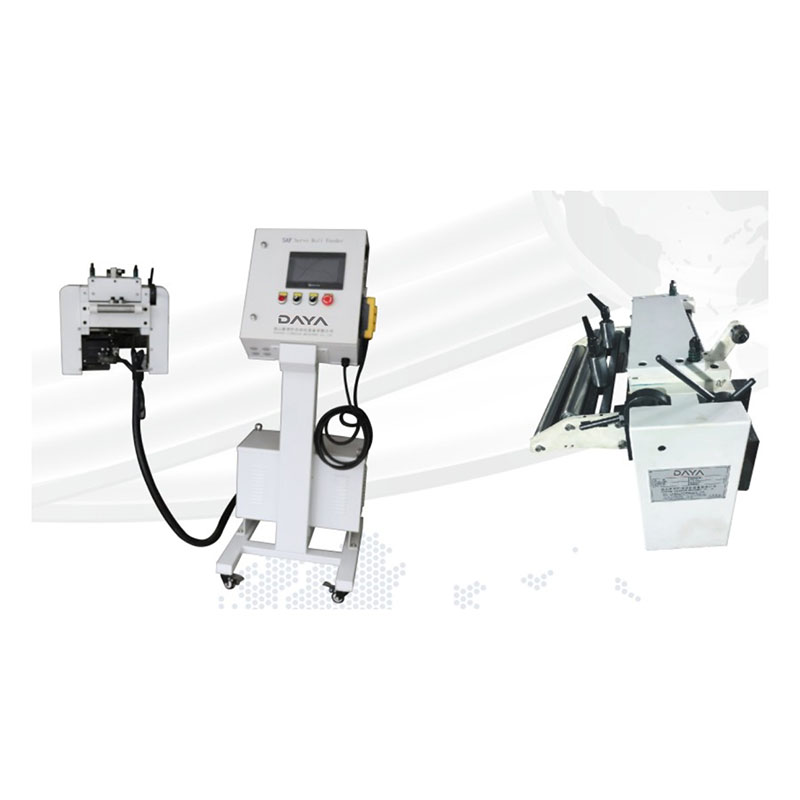
Karakteristisk
1. Justeringsjustering antar avläsning av digital digital displaymätare;
2. Skruv med hög precision drivs av positivt och negativt tvåvägshandhjul för att kontrollera breddjustering.
3. Höjden på matningslinjen justeras med motordriven hiss;
4. Ett par ihåliga rullblockeringsanordningar används för materialark;
5. Matningsvals och korrigeringsvals är gjord av höglegerat bärande stål (hård krombehandling);
6. Hydraulisk pressarmsanordning;
7. Växelmotorn driver matarhuvudet på presshjulet;
8. Hydraulisk automatisk matningshuvudanordning;
9. Hydrauliskt stödhuvudanordning;
10. Matningssystemet styrs av Mitsubishi PLC-program;
11. Precisionen av utfodring styrs av Yaskawa servomotor och högprecisions planet servostyrningsreducerare;

Introduktion till funktionen för stansmatare
1. X-axel och y-axel kan styra den automatiska servomataren för att göra exakt positionering på plattformen. Till exempel, var går x-axeln och vart y-axeln går.
Matare
2. Betydelsen av ingångspunkter på kretskortet kan ställas in i menyalternativets ingångsparametrar. Till exempel, om du trycker på "singel" -knappen, upptäcks att klämman är stängd. Det här är fel inställning här. Du kan ställa in eller ändra den från alternativets ingångspunktparameter,
Tillämpningsfärdigheter för automatisk servomatare
1. Stanspress används inte bara i plastformning av mekaniska komponenter utan används också som kropps- och modermaskin för många specialutrustningar för stansning och klippning av skärm, kuddnät och skyddskåpa. CNC-stansmatningssystem tillhör mekatronikprodukter, som inkluderar mekanisk del, styrdel, strömkälla, detektionsdel och verkställande komponenter.
2. Bearbetningsvägen kan simuleras direkt och visas i CAD-grafik. Så efter att programmet har genererats bör det simuleras av datorn för att se om det finns några fel. Eftersom hela operationsgränssnittet visar den faktiska bearbetningstexten och grafiken är den väldigt användarvänlig, inklusive stansens nuvarande position. Efter att programmet har genererats, före stämpling och under stämpling, kan hela bearbetningsprocessen observeras i realtid för att undvika fel.
3. Med hjälp av färdigheterna i den automatiska servomataren introducerade vi också färdigheterna i operationen. Nu vill redaktören säga något om det. Vi bör ordna vilotiden rimligt, för maskinen är en järnman. Var samtidigt mer uppmärksam på underhållet av den automatiska servomataren.





