



80Ton & 110 Ton C Frame Single Point Servo Precision Punch Press
1 Utrustningsmodell, namn och kvantitet :
|
Utrustningsmodell |
namn |
Kvantitet |
Notera |
| ST-110 |
C-ram enpunkts vevprecisionspress |
1 |
Mekanisk matningsaxel är reserverad längst fram på pressen |
2 Energi- och miljökrav
⑴ Strömförsörjningsspänning: 380V ± 10%, trefas fem-ledare
⑵ Lufttryck: tryck 0,6 ~ 0,8mpa
⑶ Driftstemperatur: -10 ℃ ~ 50 ℃
⑷ Arbetsfuktighet: ≤ 85%
3 Standard för implementering av utrustning
⑴ GB / T 10924-2009 《Noggrannhet för rak mekanisk press straight
⑵ GB / T5226.1-2002 《Allmänna tekniska krav för industrimaskiner och elektrisk utrustning》
⑶ GB5226.1—2002 《Mekanisk säkerhetsmekanisk elektrisk utrustning - del I allmänna tekniska förhållanden》
⑷ JB / T1829—1997 《Allmänna tekniska villkor för smidespress》
⑸ GB17120-1997 《Säkerhets- och tekniska förhållanden för smidesmaskiner》
⑹ JB / T9964—1999 《Tekniska krav för mekanisk press på rak sida》
⑺ JB / T8609-1997 《Svetsningstekniska förhållanden för smidespress》
3.1 Utrustningen är i överensstämmelse med den japanska JIS nivå 1 precisionskontrollstandarden
|
Precision föremål |
Japan JIS 1 klass |
|
Planhet - Tillåtet värde runt den nedre arbetsbänken(Mm) |
|
|
|
 |
|
Parallelism - tillåtet värde mellan skjutreglens bottenyta och den nedre arbetsbänken(Mm) |
|
|
|
|
|
Skjutreglaget vertikalt upp och ner med den nedre arbetsbänkytan - tillåtet värde(Mm) |
|
|
|
|
|
Vertikalitet - tillåtet värde för munstångshålet till glidbotten(Mm) |
|
|
|
|
|
Totalt spelrum - tillåtet värde för övre och nedre manövermekanism(Mm) |
|
|
|
 |








4 Huvudutrustningsparametrar
| namn |
Enhet |
STA-80 |
STA-110 |
|
| Nominell kapacitet |
TON |
80 |
110 |
|
| Förmåga punkt |
mm |
3.5 |
4 |
|
|
Skjutarens längd |
Plockningsmodell |
mm |
50/90/120 |
60/100/130 |
|
Full resa |
150 |
180 |
||
|
Inget lastslag per minut av skjutreglaget |
Motsvarande svängläge |
SPM |
120/90/80 |
100/80/70 |
|
Motsvarar full stroke |
~ 70 |
~ 60 |
||
| Maximal modulhöjd |
mm |
340 |
360 |
|
| Skjutreglage |
mm |
80 |
80 |
|
| Storlek på övre arbetsbänk (vänster och höger x före och efter) |
mm |
770x420x70 |
910x470x80 |
|
| Storlek på nedre arbetsbänk (vänster och höger x före och efter) |
mm |
1000x550x90 |
1150x600x110 |
|
| Djup hals |
mm |
280 |
305 |
|
| Servomotorns vridmoment |
Nm |
3700 |
4500 |
|
| Luftkällans tryck |
kg / cm² |
6 |
6 |
|
| Precisionsklass |
nivå |
Japan JIS nivå 1 |
Japan JIS nivå 1 |
|
5. Tekniska krav
5.2.1 huvudkonstruktionsegenskaper I
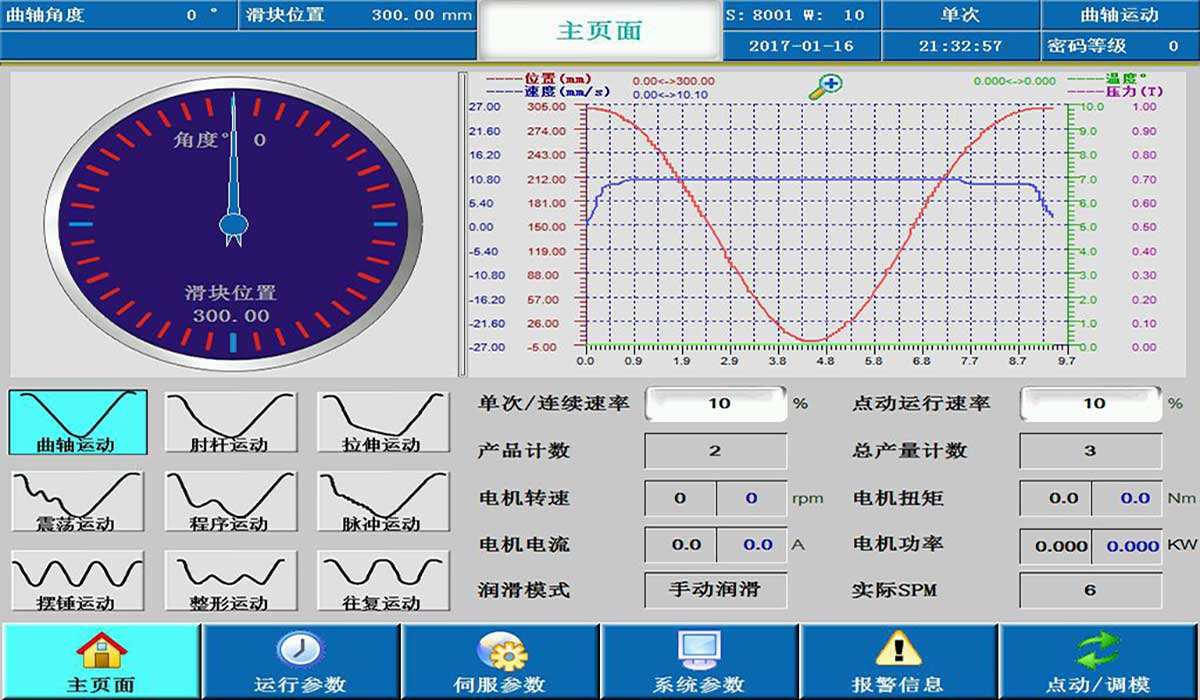
(1) Inbyggd i 9 bearbetningslägen kan varje produkt välja den lämpligaste bearbetningskurvan för bearbetning av delar, För att uppnå hög effektivitet och hög precision.
(2) Jämfört med den traditionella stansen är strukturen enkel, den mekaniska överföringseffektiviteten är hög och underhållskostnaden är låg
(3) Enligt egenskaperna hos produkten / materialet kan stansens formningshastighet minskas under materialbearbetningen för att uppnå den optimala formningshastigheten för produkten / materialet. För att minska vibrationerna, minska stämplingsljudet, förbättra produktens noggrannhet och förlänga matrisens livslängd.
(4) Enligt olika produkter och olika höjder kan stansslag ställas in godtyckligt, vilket avsevärt förkortar stämplingstiden och förbättrar effektiviteten.
Inbyggd i 9 bearbetningslägen
5.2.2 huvudsakliga strukturella egenskaper 2
(1) Högfrekvent släckningsbehandling av glidskenan, hårdhet över hrc45,
Fördelar:kraftigt förbättrad slitstyrka. (andra tillverkare har ingen högfrekvent släckningsbehandling)
(2) Slirens och styrskenans ytjämnhet är så hög som ra0.4-ra0.8,
Fördelar:hög precision och lågt slitage. (ingen släcknings- och slipbehandling från andra tillverkare)
(3) Glidskenans planhet är 0,01 mm / m och precisionen är hög.
Fördelar:noggrannheten förbättras kraftigt. (andra tillverkare över 0,03 mm / m)
(4) Alla våra luftkretskomponenter är SMC Japan. (andra tillverkare använder i allmänhet inhemska produkter).
(5) Vi antar amerikanskt MAC-märke för luftsprutnings magnetventil, som har hög känslighet för luftsprutningsreaktion.
(6) Vevaxeln av 42crda är den bästa i Kina
Fördelar:styrkan är 30% högre än 45 stål och livslängden är längre. (andra tillverkare använder vanligtvis 45 stål)
(7) Kopparhylsan är gjord av zqsn10-1 (Tennfosforbrons) (liknar Aidas kopparhylsa). Andra tillverkare antar bc6 (höghållfast mässing, även känd som 663 koppar), har 50% högre hållfasthet (yttryck) än vanlig koppar och är mer slitstark och hållbar, Längre precision och längre livslängd.
(8) Alla våra rör är Φ 6, och oljekretsen är smidig och inte lätt att blockeras. (andra tillverkare använder vanligtvis Φ 4)
(9) Bollstolen antar japansk TM-3 sintrad kopparlegering (samma material som Aida)
Fördelar: sannolikheten för att bita minskar kraftigt (allmänna tillverkare är gjutjärn).
◆ Miljöpåverkan
Denna produkt har ingen negativ påverkan på miljön och kommer inte att producera skadlig gas.
◆ Hantering och installation
⑴ Transport och lagring av utrustning:
① Utrustningen vidtar lämpliga rostskydds-, vibrations- och stötdämpande åtgärder i förpackningsprocessen, vilket kan garantera transport och lagring av 5 ° C ~ 45 ° C.
② När utrustningen transporteras och lagras, bör den uppmärksammas. Utrustningen och ytterförpackningen får inte utsättas direkt för regn eller vatten och den yttre förpackningen ska inte skadas.
⑵ Lyft av utrustning:
Vid lyft och lossning med kran får produktens botten eller sida inte utsättas för stötar eller starka vibrationer.
⑶ Installationen:
Ta bort och rengör plastfilmen som är insvept på utsidan, ta bort kontakten och installera PU1-rörkontakt och PU-rör, PU-rörets längd är cirka 700 mm.
5.2 Huvudkomponentens struktur
⑴ Mekaniska delar
Ramen är svetsad med Q235B-material. Efter svetsning utförs härdning för att eliminera materialets inre spänning. Skrovet styrskenan position med två hörn av sex väg.
⑵ Transmissionstyp
Växellådan, vevaxeln och vevstaken är monterade på pressens övre del. Huvudmotorn är installerad på ramens bakre mätyta, svänghjul, koppling, etc.
I positionen på ramens baksida har svänghjulet testats för balans innan montering.
Växeldelen antar en rak tandöverföringsmekanism och dess material är tillverkat av höghållfast legerat stål 42CrMo och motsvarande värmebehandling utförs.
Torka koppling / broms med låg tröghet. Kopplings- / bromskontrollsystemet är utrustat med en onormal detekteringsanordning.
Alla axlar som tas emot är tillverkade av slitstarkt material av tennfosforbrons.
⑶ Skjutreglaget
Skjutreglaget är tillverkat av HT250-material. Guiden antar tvåpunkts sexkantig rektangulär styrning,
Den nedre ytan på skjutblocket och den övre ytan på bordet har T-spår, som används för att installera formen. Glidblockets höjd justeras av elmotorn över 80 ton (inklusive).
Anta hydrauliskt automatiskt överbelastningsskyddssystem.
Smörjningssystem
Pressen smörjs med elektrisk smör och är utrustad med ett larmsystem med låg oljenivå, så det är säkert och pålitligt. Utjämnaren är: manuell pump för smörmatning.
⑸ Balanseringsenhetssystem
Anta lufttryck typ glidblock balans enhet, lufttryck kan kontrolleras på lufttryck regleringsventilen.
⑹ Elektrisk del
Den elektriska utrustningen styrs av PLC, utrustad med ett kraftfullt gränssnitt mellan människa och maskin, och visas av pekskärmen från kända märken.
Följande funktioner kan uppnås på huvudmanöverpanelen:
TouchPekskärmen visar kinesiska tecken (eller växlar mellan kinesiska och engelska), vilket är enkelt och lätt att förstå, och visar olika dataparametrar i pressen, till exempel antalet slag, elektronisk CAM-vinkel etc. Och motsvarande data kan ställas in genom pekskärmen;
② Visa pressens arbetsflöde så att operatören lättare kan använda pressen,och har huvudflödestillstånd indication
③ Drift- och felinformation visas, så att operatörer och underhållare snabbare löser pressproblemen, minskar stilleståndstiden;
④ Funktion för övervakning av PLC-ingång / utgångspunkt i realtid;
Ställ in skärmen för produkträkning, som kan visa det aktuella produktantalet i realtid, och ställ in målantalet för arbetsstycken.
⑥ Elektrisk styrpress antar trefas strömförsörjning, 380V, 50Hz.
⑦ Huvudmotorn är utrustad med termisk överbelastning och nollhastighetsskydd.
⑧ Förverkligandet av varje funktion av stansstyrning har motsvarande säkerhetskedja. Panelen är utrustad med felindikatorlampa och återställningsknapp för att slutföra återställningsfunktionen efter felbekräftelse.
5.3 Driftläge
Tryck på ställa in tum, enkel, kontinuerlig tre driftlägen. Arbetsläget väljs med omkopplaren och styrs centralt med knappen.
5.4 Säkerhetsåtgärder
⑴ Nödstoppsknapp: tryck på "nödstopp" -knappen vid onormalt tryck. Pressen har tre nödstoppsknappar.
En på manöverpanelen, en på kolumnen, en på manöverbordet med två händer; Tryck på någon av nödstoppsknapparna för att stoppa omedelbart. Nödstoppsknappens position på pelaren är cirka 1,2 meter från marken, vilket uppfyller kraven på ergonomi;
⑵ Tvåhandsmanöverknapp: tvåhands nedåtgående synkroniseringstid är 0,2-0,5s;
⑶ Överbelastningsskydd: glidblocket är utrustat med hydrauliskt överbelastningsskyddssystem för att säkerställa att pressen inte skadar pressen och dör på grund av överbelastning.
Överbelastning efter skjutreglaget som stannar vid den nedre dödpunkten, kan bara använda tumning, omvänd återgång till den övre dödpunkten för justering och tryck, arbeta.
6. Konfiguration av utrustning
6.1 Huvudkonstruktionsdel
|
Serienummer |
Delnamn |
modell |
Material, behandlingsmetoder |
|
1 |
Maskinram |
Grundstycke |
Material Q235B |
|
2 |
Arbetsbänk |
Grundstycke |
Material Q235B |
|
3 |
Vevaxel |
Grundstycke |
Material 42CrMo, släckt och härdat Hs42 ± 20 |
|
4 |
svänghjul |
Grundstycke |
Material HT-250 |
|
5 |
Skjutreglage |
Grundstycke |
Material HT-250 |
|
6 |
Cylinder |
Grundstycke |
Material 45 |
|
7 |
Snäckväxel |
Grundstycke |
Material ZQSn10-1 Tennfosforbrons |
|
8 |
Mask |
Grundstycke |
Material 40Cr, släckt och härdat Hs40 ± 20 |
|
9 |
länk |
Grundstycke |
Material QT-500 Avstumpningsbehandling |
|
10 |
Sågtandhuvud |
Grundstycke |
Material 40Cr, släckt och härdat Hs40 ± 20 |
|
11 |
Skjutreglage |
Grundstycke |
Material HT-250, högfrekvent släckning hrc45 grader över |
|
12 |
Koppar (kopparhylsa) |
Grundstycke |
Material ZQSn10-1 Tennfosforbrons |
6.2 Huvuddelstillverkare / märke
|
Nunber |
Delnamn |
Tillverkare / varumärke |
|
1 |
Huvud servomotor |
Dengqi |
|
2 |
Glidjusteringsmotor |
SANMEN |
|
3 |
PLC |
Japan Omron |
|
4 |
AC-kontaktor |
Frankrike Schneider |
|
5 |
Mellanrelä |
Japan Omron |
|
6 |
Torr kopplingsbroms |
Italien OMPI |
|
7 |
Dubbel magnetventil |
USA ROSS |
|
8 |
Termiskt relä, extra kontakt |
Frankrike Schneider |
|
9 |
kontrollknapp |
Frankrike Schneider |
|
10 |
Luftfiltrering |
Japan SMC |
|
11 |
Oljemister |
Japan SMC |
|
12 |
Tryckreduceringsventil |
Japan SMC |
|
13 |
Hydraulisk överbelastningspump |
Japan , Showa |
|
14 |
Tvåhandsknapp |
Japan Fuji |
|
15 |
Elektrisk oljepump |
Japan IHI |
|
16 |
Huvudlager |
USA Timken / TWB |
|
17 |
Anti-vibrationsfot |
Hengrun |
|
18 |
luftströmbrytare |
Frankrike Schneider |
|
19 |
Frekvensomvandlare |
ZHENGXIAN |
|
20 |
pekskärm |
Kunlun Tongtai |
|
21 |
Tätningar |
Taiwan SOG |
|
22 |
Förinställd räknare |
Japan Omron |
|
23 |
Flersnittsbrytare |
Siemens, Tyskland |
|
24 |
Luftblåsningsanordning |
USA MAC |
|
25 |
Mögelbelysning |
Puju LED |
|
26 |
Gränssnitt för upptäckt av felmatning reserverat |
Anslutningar via PLC |
|
27 |
Fotoelektrisk skyddsanordning |
FRIHET |
6.3 Tillbehör, lista över specialverktyg
|
Föremålsnamn |
Typ av varor |
Kvantitet |
Tillval / standard |
|
Underhållsverktyg och verktygslåda |
Tillbehör |
1 uppsättning |
standard- |
6.4 Lista över specialutrustning (för alternativ)
|
siffra |
namn |
varumärke |
Tillval / standard |
|
1 |
2-kanals tonnage |
Japan Rikenji |
Frivillig |
|
2 |
Enhet för upptäckt av felmatning |
Japan Rikenji |
Frivillig |
|
3 |
Nedre dödpunktdetekteringsenhet |
Japan Rikenji |
Frivillig |
|
4 |
Snabb formbytare |
Taiwan Fuwei |
Frivillig |
|
5 |
Matarmaskin |
Taiwan TUOCHENG |
Frivillig |
|
6 |
Matris (luftkudde) |
självgjord |
Frivillig |
|
7 |
Matningsgrupp |
självgjord |
Frivillig |